

购买工业CT有哪些需要注意的事项?
工业CT广泛应用在汽车、材料、铁路、航天、航空、军工、国防等产业领域,为航天运载火箭及飞船与太空飞行器的成功发射、航空发动机的研制、大型武器系统检验与试验、地质结构分析、石油储量预测、机械产品质量判定等提供了的重要技术手段。
1、“贪大求高”。不少用户总希望CT系统能够检测尽可能大的样品,或者考虑到以后可能的发展,提出的检测工件尺寸远远大于主要或经常需要检测的工件尺寸。购买者应当意识到,尺寸的加大一般都要带来成本的提高,购买者也应当明白这种增加的成本归根到底都是由购买者自己来承担的;购买者往往不大容易意识到的是:检测工件尺寸的增大总是要以技术指标的下降为代价的。
“求高”就是追求高的技术指标也是一种倾向。且不说很多过高的指标目前国内外的技术都根本达不到,就算可以做到,也必然带来成本的增加。例如机械加工的精度提高到某个程度以后,再继续提高将带来成本大幅度增加。订购CT 产品时要事前在性能和费用之间考虑折中,这里包括各部件之间性能费用的折中,一般情况下某一部件费用的提升必然带来其他部件费用的紧缩。
2、离开实际需要,片面追求个别的高指标更为有害,典型的就是片面追求高空间分辨率。空间分辨率,密度分辨率和一个断层图像的平均产生时间这三项技术指标是互相制约的,一项指标的提高可能带来其他指标的降低。对于空间分辨率也有一个认识上的误区。
有人以为探测器越小空间分辨率就更高,探测器数量越多系统越先进。这就使有些本来不适合使用面探测器,尤其是半导体芯片探测器的场合使用了这些探测器,不仅影响了总体性能,空间分辨率也没有达到预想的结果。看起来上面的说法似乎不合逻辑,在这里值得注意的是理论空间分辨率的可能与实际系统在特定条件下空间分辨率并不会一直有良好的对应关系。如前面已经分析过的,决定系统理论空间分辨率的因素并不仅仅探测器宽度一项,还有别的因素;
同时任何实际的测量都是在存在系统噪声的条件下进行的,探测器越小通常带来的是信噪比低,可以想象淹没在噪声中的图像如何分辨细节呢?这样上面的结论在很多实际情况下就合乎逻辑了。为了帮助理解这个问题,我们还可以数码相机为例,一般说来相机好坏主要看镜头质量和芯片尺寸大小,并不简单地是像素越多相机就越好;一般情况下在像素数目相同时,芯片尺寸越大越贵,也就是单个成像单元尺寸越大越好。毫无疑问,照片的清晰度是照相机的价格和质量的基本因素。
-
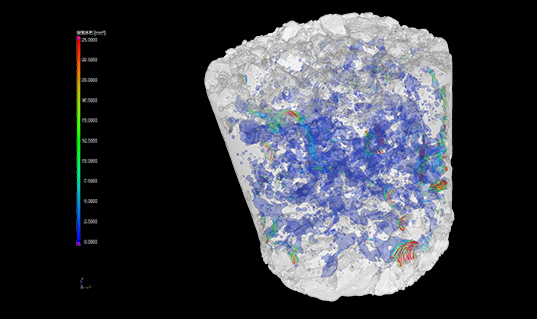
传递现象 | 工业CT检测服务
不需要网格可直接在多孔和多组分材料的CT扫描数据上进行微观结构级虚拟流动和扩散实验,计算均质材料特性、如绝对渗透率、曲折度、地层因数、分子扩散系数、电阻率、导热系数或孔隙度,也可以计算各向异性样品的张量值材料属性。工业CT设备在传递现象研究中具有重要作用和优势,可以提供高质量的图像和数据,帮助研究者深入了解材料的微观结构和传递现象,为材料科学和工程领域的发展提供重要的技术支持。¥ 0.00立即购买
-
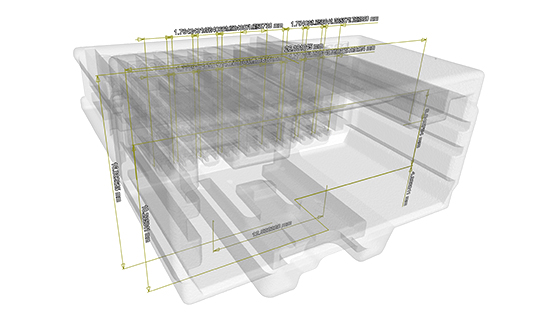
计量/三坐标测量 | 工业CT检测服务
三坐标测量包括全部的2D、3D 测量功能,如几何尺寸和公差(DIN EN IOS 1101 标准)。工业CT技术在计量和测量领域具有重要作用,可以为企业提供高精度、高效率的测量解决方案,提高产品质量和竞争力。¥ 0.00立即购买
-
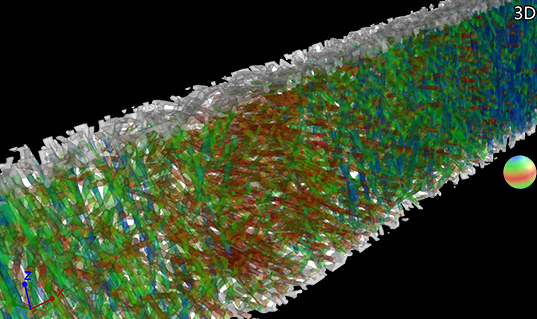
纤维复合材料分析 | 工业CT检测服务
可标记不同纤维取向,在直方图中显示分析结果。¥ 0.00立即购买
-
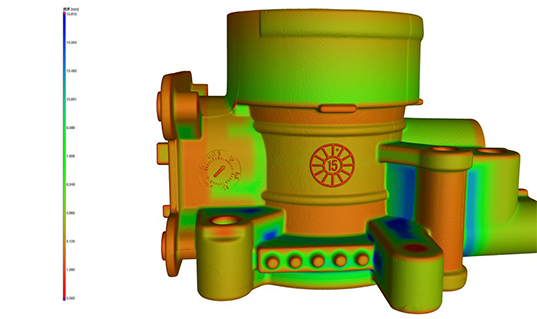
壁厚分析
壁厚分析可以被容易地用于数据集处理,接在CT数据/三维像素数据集上自动定位面积不足或壁厚过厚及间隙过大的位置,计算出壁厚或间隙尺寸以颜色代码显示分析结果。¥ 0.00立即购买